
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 AF
AF
 MK
MK
 HY
HY
 AZ
AZ
 UR
UR
 BN
BN
 LA
LA
 NE
NE
 MY
MY
 KK
KK
 UZ
UZ

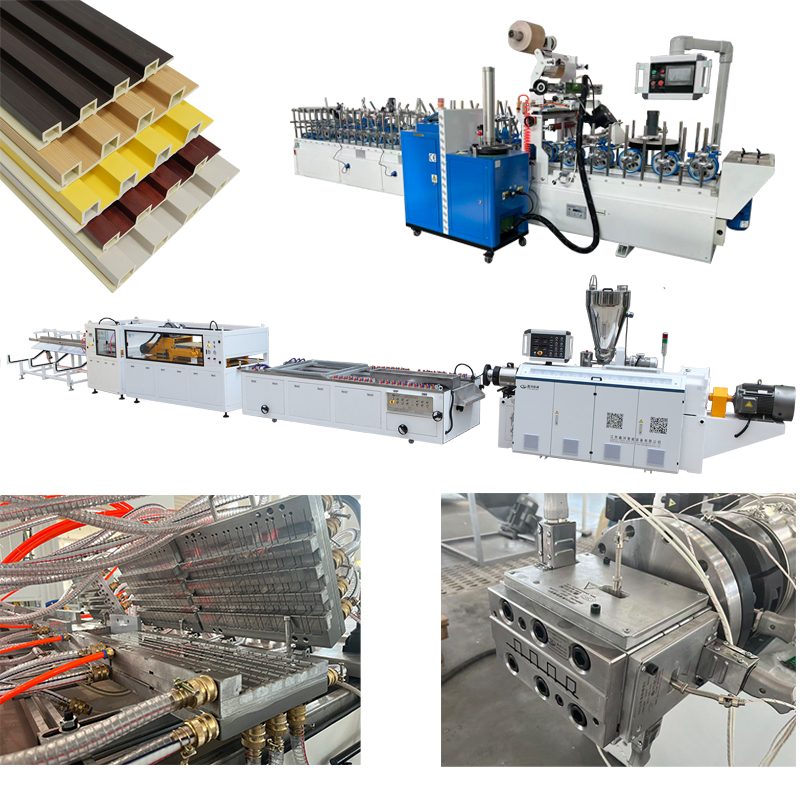
Производствените линии за пластмасова екструзия обикновено могат да се класифицират като тръбни линии, линии за плочи, линии за листове и линии за профили. ПВЦ решетките — които често се използват като подови килимчета, пешеходни мостчета, противоплъзгащи повърхности и промишлени подове — безусловно попадат в категорията линии за профили. В Jiangsu Xinhe Intelligent Equipment Co., Ltd. ние разглеждаме нашата производствена линия за ПВЦ решетки като специфичен вид екструзионна система за профили. Такава класификация е от голямо значение за клиентите при инвестициите, избора на матрици и организацията на последващите процеси. Последващата част обсъжда защо ПВЦ решетките принадлежат към линиите за профили и как се произвеждат с тях.
Определящи характеристики на екструзионните линии за профили
Линиите за екструзия на профили се използват за производство на продукти с непрекъснат, но неравномерен напречен разрез, който не може да се опише нито като тръби (пълноценно затворени цилиндри), нито като листове/плочи (равни листове). ПВЦ решетката се характеризира с мрежа от припокриващи се и взаимно блокиращи се кухи секции, ребра и канали, които изискват контролирано и точно разпределение на течната маса чрез инструментария. Дюзата за тръби произвежда един-единствен пълноценно затворен канал, докато инструментарията за профили е отговорна за равномерното разпределение на материала между многобройните кухини. Дюзата за тръби съдържа само един колектор, в сравнение с множеството колектори в дюзата за решетки. В сравнение с това дюзите за листове просто произвеждат равен, плосък лист. Тази способност за контролиране на потока на течната маса и постигане на равномерна дебелина на стените в сложен, неравномерен профил е именно това, което дефинира инструментарията за профили. Именно този опит в областта на екструзията на профили у Jiangsu Xinhe Intelligent Equipment Co., Ltd. ни позволява да произвеждаме ПВЦ решетки.
Разлики в дизайна на матриците от плочите или тръбните линии
Матрицата е най-отличителният компонент на профилната линия, а матрицата, използвана за ПВЦ решетка, се характеризира с многоканална конструкция. Тези канали трябва да бъдат проектирани и балансирани с висока точност, за да получава всяка секция в решетката правилното количество материал с правилната скорост. Ако разпределението и балансирането на потока са неправилни, някои части от клетката на решетката могат да се напълнят недостатъчно, докато други — прекомерно. При неравномерно пълнене някои секции могат да се деформират и да станат нестабилни. Матриците за тръби използват специфичен тип вътрешен мандрил в комбинация с множество „паяжиноподобни“ подпори, за да се получи кръгова тръба. Матрицата за плоски дъски използва голям колектор с форма на закачалка, за да се получи равномерна завесовидна форма. Матрицата за решетки трябва да има многогнездова конструкция с прецизна регулировка и внимателен контрол на дължината на всяка работна повърхност („land length“), за да се осигури правилно разпределение на материала. В Jiangsu Xinhe Intelligent Equipment Co., Ltd. използваме напреднали компютърни модели за оптимизиране на динамиката на потока и гарантиране на равномерно пълнене от единия до другия край на матрицата.
Методи за калибриране и размерно оформяне на решетъчни профили
Подобно на дизайна на матрицата, линията за производство на PVC решетки използва различни методи за калибриране и размерно оформяне в сравнение с линиите за дъски или тръби. Дъските се оформят чрез триролерен каландър или плоска калибрационна маса, а тръбите се калибрират чрез вакуумни калибрационни резервоари с вътрешни оправни палци. Решетъчната структура на PVC решетките прави и двата метода напълно неподходящи поради липсата на цялостна повърхност, върху която да се извърши ролерно оформяне, както и отсъствието на напълно затворено пространство. Вместо това профилните линии използват вакуумна калибрационна маса за размерно оформяне, при която вакуумът действа върху външната повърхност на профила, притегляйки го към калибрационния инструмент, а едновременно с това през вътрешността му минава поток от компресиран въздух, за да се предотврати огъването на кухите секции. Тази система се използва и при други типове профили, като например прозоречни рамки, кабелни корити и декоративни молдинги. Макар да са по-дълги от тръбните линии, калибрационните маси за решетки са значително по-къси от тези, използвани при производството на фоамирани дъски.
Конфигурация на периферното оборудване за решетки
Дръпачите, резачите и столовете за подреждане са адаптирани така, че да отговарят на нуждите от производство на решетки. За решетките най-подходящият тип дръпач е широколентовият дръпач. Ролерният дръпач би оказал неравномерно налягане върху решетъчния модел, което би оставило белези и би могло да деформира отворената решетъчна структура на профила и дори да смачка ребрата във всяка клетка. Резачът идеално трябва да има два успоредни ножа, способни да прережат цялата клетка, както при други приложения с профили, и обикновено представлява връщаща се пила или резач без стружка. Летящите пили, които обикновено се използват при производството на дъски, както и планетарните резачи или люлеещи се пили, които най-често се използват при рязане на тръби, обикновено не са подходящи за рязане на решетки. Подреждането на решетъчни продукти също изисква внимателно взаимно блокиране, тъй като крехката решетъчна форма е склонна към деформация.
Съображения относно материала и състава
Формулата за ПВЦ решетки се различава от тази за стандартните тръби и плочи, тъй като трябва да осигурява по-висока топлинна здравина по време на охлаждане, за да не се срутват отворените секции върху себе си. Това изисква употреба на ПВЦ с по-висока молекулна маса, акрилови помощни вещества за преработка, внимателно балансирана смес от смазващи и добавъчни компоненти. Формулите за тръби и плочи са насочени съответно към постигане на високи налягания или формиране на клетъчна структура. Формулата за ПВЦ решетки често комбинира характеристики от двете, като изисква както висока топлинна здравина, така и голяма твърдост, особено когато товарът се прилага в вертикална посока. Предлагаме на нашите клиенти различни ПВЦ формули, за да гарантираме висококачествено производство на ПВЦ решетки на виетнамския, индонезийския, саудитарабския и други пазари, както и консултации относно избора на подходящо оборудване.
Преимущества от правилното определяне на класификацията
Знаейки, че линията за производство на решетки е част от класификацията на профили, производителят може по-лесно да получи правилните резервни части при повреда, да подпомогне обучението на операторите и да диагностицира потенциални проблеми. Това също помага на производителя при поръчване на оборудване да разбере ясно какво му е необходимо. Компанията Jiangsu Xinhe Intelligent Equipment Co., Ltd. изисква матрици за профили, а не инструменти за тръби или плочи, и тази класификация ни помага да проектираме специфична линия, която произвежда висококачествени PVC решетки според желаната спецификация, като използваме многогодишен опит в екструзията на профили; подкрепени от клонове в Индонезия и Виетнам, ние сме се утвърдили като водещи производители на надеждно оборудване за производство на PVC решетки за глобални клиенти.
Съдържание
- Определящи характеристики на екструзионните линии за профили
- Разлики в дизайна на матриците от плочите или тръбните линии
- Методи за калибриране и размерно оформяне на решетъчни профили
- Конфигурация на периферното оборудване за решетки
- Съображения относно материала и състава
- Преимущества от правилното определяне на класификацията
